Чем лучше обработать днище автомобиля от коррозии
Процесс появления ржавчины (коррозии) — злейший враг металла, в нашем случае — днища автотранспорта. Если вовремя и не устранить дефекты, увеличивается в необходимости дорогостоящего ремонта автомобиля. Рассмотрим, что необходимо знать об этом, а также, чем обработать днище автомобиля от коррозии своими руками.
Основные виды коррозии
Существуют разные степени коррозии, в терминологии они называются:
- подповерхностная — формируется на поверхности и распространяется по всему металлу;
- щелевая — возникает в зазорах кузова автомобиля, в резьбе, под металлическим прокладками и т.д.;
- сплошная — возникает на наружности металла сплошным слоем;
- межкристаллитная — возникает в поврежденных ударами местах металлических изделий;
- местная — зарождается на поверхности изделий из металла в виде пятен;
- избирательная — возникает и разрушает только одну составляющую структуру металла.

Требования к материалам для антикоррозийной обработки
Антикоры для днища поделены на два вида.
Первый вид необходим для покрытия внешней поверхности дна авто, которое постоянно подвержено механическому воздействию песка, гравия, камней. На дефектные места наносят антигравийные мастики, сделанные на основе полимера, битума и каучука, которые обладают свойством эластичности.
Для использования этих мастик нужен распылитель или кисточка, чтобы покрывать их толстым слоем. Для качества обработки при распылении требуется хорошее устройство потому, что этот вид мастик продается в желеобразной консистенции.
Второй вид необходим для покрытия скрытых полостей дна авто. На эти проблемные места наносятся мастики, сделанные на основе масла или воска. В их составе могут присутствовать замедлители ржавления. Этот тип средств имеет свойство проникновения в зазоры, трещины, разрывы и сколы.

В связи с тем, что у них консистенция не такая густая, чем у антигравийных составов, они обладают полезными влагоотталкивающими и влаговытесняющими качествами, а также способностью нейтрализовать коррозию путем пропитки места возникновения.
Заслуживающие внимание марки антикоров
Для надежной обработки дна вашего автотранспорта от возникших очагов ржавчины, необходим качественный антикор. Ниже перечислим основные марки от известных производителей.
Изготовляемые на восковой основе
Наиболее популярны следующие:
- TURBO — это высокоэффективная антикоррозийная мастика, обеспечивает длительную защиту стальных поверхностей. Она проникает в сварные швы и запечатывает дефекты поверхности. TURBO образует эластичную коричневую воскоподобную пленку, самовосстанавливается в случае разрушения. Она также способна предотвращать существующую коррозию и обеспечивать долговременную защиту предварительно корродированных и не подверженных коррозии поверхностей.
- WAXOYL — наносится и формирует эластичную водонепроницаемую пленку. Это помогает предотвратить новую и убивает старую ржавчину, применяется для внутренних полостей автомобиля, внутри дверей, на пороги и в любом месте, где собирается вода. Не растрескивается, не высыхает и не стирается.
Изготовляемые на основе каучука, полимера и битума
Качественные марки:
- DINITROL — высоко ценится потребителями. Создает защитный барьер на внешних поверхностях кузова автомобиля. Отсутствует неприятный запах. Не требуется полное высыхание. Промазать поверхность мастикой DINITROL можно на очищенных от ржавчины местах.
- MERCASOL — защищает корпус и поверхности от возникновения ржавления, долгое время сохраняет защитный барьер.
- TECTYL — имеет способность вытеснять воду, поэтому влажные поверхности защищены, задерживает и предотвращает коррозию на ржавых поверхностях и обеспечивает способность к самовосстановлению, если защитный барьер поврежден.
- BODY — образует восковой слой, создает барьер на поверхности, обладает проникающими свойствами. Главным недостатком считается быстрая стираемость.

Мовили для днища
Для профилактики возникновения ржавчины на кузове машины перед тем, как покрыть ее качественной краской, рекомендуется нанести мовиль. Большинство владельцев авто называют мовилем любой тип антикора, но это абсолютно неверно. В составе мовиля содержатся элементы, которые предотвращают возникновение коррозии, это:
- олифа;
- масло для двигателя.
Чтобы определить, какой нужен мовиль, следует выяснить тип коррозии. Они существуют в трех подвидах:
- Паста. Пастообразный продукт, чаще всего фасуется и продается в пластиковой таре, в виде бутылей или банок.
- Аэрозоль. Они считаются более удобными в борьбе с участками, где проявилась ржавчина.
- Жидкость. Имеет самую низкую цену из всех.

Когда мовиль куплен, нужно тщательно подготовить проблемные места снаружи и изнутри днища кузова, которые вам придется очистить, замазать и покрыть антикором.
Этапы процесса обработки мастикой
Процесс обработки кузова автотранспорта от коррозии имеет нескольких стадий:
- Прежде чем обработать дно автомобиля его необходимо вымыть моющим порошком и поднять, чтобы подготовить гнилой участок днища, а не только поверхность кузова.
- Затем нужно хорошо высушить все очищенные места. Процесс сушки можно ускорить путем дуйчика с горячим воздушным потоком.
- Когда машина просохнет, осмотреть проблемные места. Выявленные трещины, зазоры и разрывы должны быть очищены.
- Выполнив эти манипуляции можно начинать антикоррозионный процесс.
Рецепты приготовления антикоров
В целях экономии и получения более качественного средства, можно самостоятельно приготовить средство.
Рецепт №1
Для приготовления первой смеси , чем можно обработать днище автомобиля потребуется:
- Две части мовиля.
- Одна часть пушечного сала.
- Одна часть консерванта Акор.

Все компоненты смешиваются, после чего антикор днища готов. Далее его нагревают и наносят на поврежденные места, в 2 этапа.
Рецепт №2
Необходимые компоненты:
- Мастика мовиль.
- Пушечное сало.
- Моторное масло (отработанное).
- Солярка.
Все компоненты добавляются по одной части. В результате выходит состав, который на морозе становится как воск, а в жару как текучая жидкость.
Рецепт №3
Для его приготовления в равных долях берут:
- Моторное масло.
- Мовиль.
- Раст Стоп.
Чем обрабатывают днище на заводе ВАЗ
Первым защитным барьером против возникновения коррозии металла в производстве ВАЗ наносится гальваническое покрытие, более известное как цинковое. Оно часто используется на любом автомобильном заводе. На всех производствах автотранспорта по-разному наносят толщину покрытия цинком мест, где применялась сварка.

Гальваническая сталь даже при разрушении защитного барьера определенный период не покрывается коррозией. За покрытием цинком наносится производственный грунт и второй слой эластичной и влагоустойчивой смеси, которая имеет противоударное свойство, а также уменьшает шум внутри салона.
Инструмент для нанесения антикоррозийной смеси на днище автотранспорта
Прежде чем обрабатывать дно автомобиля для того, чтобы в дальнейшем покрасить, его следует подготовить к нанесению антикора . В первую очередь нужно очистить от грязи места, в которых образовались очаги коррозии, а для этого необходимы следующие инструменты:
- жесткая щетка из стальной проволоки;
- защищающие глаза очки, от счищаемой ржавчины и грязи;
- ручной фонарь, чтобы осмотреть труднодоступные места кузова;
- наждачная бумага мелкая и крупная;
- зеркальце, чтобы иметь возможность осмотреть и выявить все дефекты образовавшиеся на днище;
- кисточки или распылитель для обработки антикоррозийной мастикой;
- средство для обезжиривания поверхности с очищенных мест, можно применить обычный ацетон.
Как нанести антикоррозионное покрытие
От правильного применения антикоррозийной мастики зависит срок службы автотранспорта. Перед тем как удалять коррозию с кузова, а затем красить, вам нужно узнать особенности применения разных типов антикоров.
Перед нанесением средства следует:
- удалить очаги ржавчины, а также потрескавшуюся краску;
- вымыть авто теплой водой;
- просушить его поверхность;
- накрыть тканью сиденье, руль и педали в салоне, чтобы не запачкать их.
Жидкие смеси следует наносить с помощью бесшумного распылителя или пистолета с гибкими насадками, предназначенного для труднодоступных мест.
Можно использовать при очищении жесткие щетки и кисточки. Проводить обработку нужно аккуратно, не набирая на кисточку много антикоррозийной смеси и не наполнять бак распылителя до верха. Все повреждения должны быть тщательно смазаны.
Рекомендуется производить процесс избавления днища от ржавчины в хорошо проветриваемом помещении или на открытом воздухе, чтобы поблизости не было источника огня.
Что такое коррозия?
Коррозия - это естественный процесс, в котором материалы, обычно металлы, переходят в состояние с наименьшей возможной энергией, что приводит к самопроизвольной реакции между материалом и окружающей средой, что приводит к деградации этого материала. Слово происходит от латинского « corrodere» , что означает «грызть на кусочки».
Для морских применений мягкая сталь остается металлом номер один в конструкционных целях благодаря ее относительно низкой стоимости, механической прочности и простоте изготовления.Его основным недостатком является то, что он легко подвергается коррозии в морской воде и, если он не защищен надлежащим образом, быстро теряет прочность, что может привести к разрушению конструкции. Диаграмма ниже демонстрирует цикл коррозии. От добычи оксида железа, производства стали до коррозии.
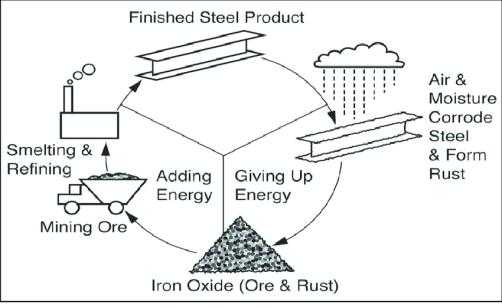
Image: ResearchGate
Ремонт покрытий на шельфе может в 100 раз превышать стоимость первоначального покрытия, и, по оценкам NACE International, общая стоимость морской коррозии во всем мире составляет от 50 до 80 миллиардов долларов в год. Источник: Морская индустрия. 2018. Морская индустрия. [ОНЛАЙН] Доступно по адресу: https://www.nace.org/Corrosion-Central/Industries/Maritime-Industry/ .
При правильном планировании судовладельцы могут гарантировать, что их суда работают с максимальной производительностью, и поддерживать рентабельность при сохранении состояния своих активов. Если причиной плохой подготовки поверхности является ухудшение, единственное решение - удалить краску и начать заново.Это платит, чтобы сделать это правильно с первого раза.
Два типа коррозии, особенно важные для морской промышленности, - это точечная коррозия и бактериальная коррозия.
Как предотвратить коррозию
Предотвращение коррозии требует устранения или подавления с помощью двух основных методов, катодной защиты и покрытий . Как правило, системы катодной защиты используются в сочетании с системами покрытия.
Катодная защита
Целью катодной защиты является подавление протекающей электрохимической реакции.В нормальных коррозионных условиях протекание тока от анода приводит к потере металла на анодном участке, что приводит к защите металла на катодном участке.
Защиту можно обеспечить, сделав структуру, которую вы хотите защитить, катодной, используя два метода:
- Жертвенные аноды:
Когда два разнородных металла погружены в морскую воду, металл с самым низким электрическим потенциалом подвергнется наибольшей коррозии.Например, скорость коррозии мягкой стали можно контролировать, подключив ее к цинку, так как он затем станет анодом и подвергнется коррозии. В этом примере цинковый анод называется жертвенным анодом , потому что он медленно расходуется (разъедает) во время процесса защиты.
Другое использование цинка в качестве жертвенного анода, когда сталь покрыта цинком; либо в форме гальванизации или металлизации, либо в виде краски с высоким содержанием активного цинка.
- Системы с током:
Корпус судна может быть выполнен катодным с использованием источника постоянного тока.Импульсный ток подается в противоположном направлении, чтобы нейтрализовать ток коррозии и преобразовать корродирующий металл с анода в катод. В этом примере отрицательный вывод постоянного тока соединен с защищаемым трубопроводом. Анод удерживается для увеличения электрического контакта с окружающей средой.
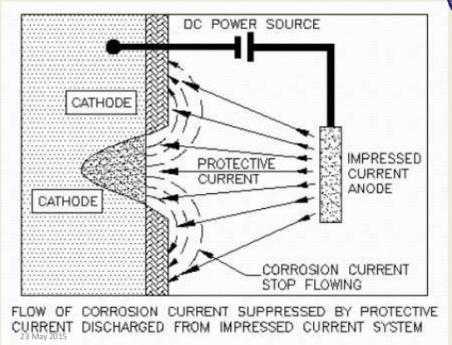
Image: Основные принципы катодной защиты
Покрытия
Эффективность покрытий, предотвращающих коррозию, зависит от многих факторов, например, типа покрытия, конечного использования покрытия и рабочей среды резервуара.
Низкая проницаемость и хорошая «адгезия во влажном состоянии», то есть адгезия при погружении, как считается, являются наиболее важными аспектами контроля коррозии покрытий.
Для максимальной адгезии покрытий перед окраской стальные поверхности должны быть чистыми, сухими и свободными от масла, ржавчины, солей и других загрязнений.
Химически отверждаемые системы с высокой степенью сшивки, вероятно, будут иметь характеристики относительно низкой проницаемости, и толщина пленки может влиять на это. Как правило, более толстые пленки задерживают прохождение кислорода и воды к стальной поверхности.Поэтому высокая толщина пленки (> 400 мкм) может обеспечить высокую степень защиты от коррозии, что лучше всего достигается в многослойных системах, а не в однослойном.
Покрытия, находящиеся в эксплуатации, могут быть подвержены механическому повреждению. Поэтому сохранение коррозионной защиты может быть наилучшим образом достигнуто при использовании покрытий, которые обеспечивают как износостойкость, так и защиту от коррозии. Рекомендуется, чтобы покрытия имели хорошую устойчивость к «подрезанию», то есть устойчивость к ползучести под пленочной коррозией на поврежденных участках.
Другие механизмы, используемые для предотвращения коррозии в не погруженных надводных областях, включают:
- Применение антикоррозийных пигментов, таких как фосфат цинка. Этот пигмент мало растворим и может образовывать коррозионно-ингибирующий молекулярный слой на поверхности стали.
- Использование металлического цинка в качестве жертвенного пигмента, по сути, разработка системы катодной защиты «in situ».
Наш успех в защите от коррозии:
Многим клиентам AkzoNobel удалось предотвратить коррозию с помощью Intershield 300.Читать подробнее:
Свяжитесь с нами
Свяжитесь с нами , если вам нужна дополнительная информация о том, как предотвратить коррозию, или обратитесь к торговому представителю.
,
Ядерные реакторные системы
Коммерческие и военные ядерные реакторы сталкивались с широким спектром проблем коррозии за последние 55 лет, и, начиная с 1960-х годов, исследования коррозии нашли хорошее применение для смягчения и решения этих проблем. Все действующие заводы в Соединенных Штатах используют обычную легкую воду с небольшим количеством примесей, но, тем не менее, удивительно подвержены коррозии.
В реакторных системах с кипящей водой доминирующей проблемой было коррозионное растрескивание под напряжением (SCC) в аустенитной нержавеющей стали 304, сенсибилизированное сваркой, что привело к серьезным сбоям в работе оборудования. Эта ситуация была трансформирована признанием того, что растрескивание можно контролировать путем изменения химического состава воды и состояния поверхности смачиваемых поверхностей растения.
Во-первых, содержание примесей в воде было уменьшено; затем вводили водород на нежелательно высоких уровнях для снижения коррозионного потенциала стали.Затем, в классическом приложении к науке о коррозии, было показано, что влажное осаждение благородных металлов на поверхности растений может достигать аналогичного уровня защиты при значительно более низких уровнях водорода. Все это практическое смягчение было поддержано обширными исследованиями в области коррозии, включая разработку зондовых датчиков для мониторинга содержания водорода, потенциала электродов и скорости роста трещин.
В реакторах с водой под давлением проблемы коррозии были связаны главным образом с парогенераторами, где сплав 600 на основе никеля первоначально использовался для труб, которые отделяли охлаждающую воду первичного реактора от воды, которая кипит для привода турбин.Это оказалось плохим выбором, потому что материал был восприимчив к SCC с обеих сторон. Однако меры по исправлению положения, в том числе термообработка материала труб, повторная заливка с новым сплавом и уменьшение осаждения осадка, возникающего из-за примесей в питательной воде, продлили срок службы парогенераторов.
В процессе этого смягчения были проведены превосходные исследования в поддержку критических вопросов в области металлургии, химического машиностроения и даже геохимии. Теперь отрасль находится в состоянии, которое - с честной уверенностью - может предсказать чрезвычайно долгий срок службы ее новых установок, а также превысить целевые показатели продления срока службы для восстановленных установок.
На обоих типах атомных станций возникли проблемы с SCC, вызванные нейтронно-облученным материалом в активной зоне, и некоторые из самых амбициозных исследований коррозии за последние два десятилетия были посвящены полученному сочетанию изменения свойств материала, микроструктуры и поведения SCC с использованием достижений в моделировании и характеристике. В результате экспериментов и фундаментальных исследований срок службы материала можно прогнозировать более точно, и существуют рекомендации для новых сплавов с повышенной устойчивостью к этой специализированной форме SCC.Конечной целью является количественное прогнозирование срока службы после полного понимания механизмов коррозии и разложения.
,Узнайте, что пользователь может сделать, чтобы уменьшить коррозию и потерю аккумулятора.
Коррозия происходит в основном на сетке, и она известна как «размягчение и удаление» свинца с пластин. Эту реакцию нельзя избежать, потому что электроды в свинцово-кислотной среде всегда реактивны. Потеря свинца является естественным явлением, которое можно уменьшить, но не устранить. Батарея, срок службы которой истекает в этом режиме отказа, соответствует ожидаемому сроку службы или превышает его.Ограничение глубины разгрузки, уменьшение количества циклов, работа при умеренной температуре и контроль перезарядки являются превентивными мерами для контроля коррозии.
Чтобы уменьшить коррозию на долговечных батареях, производители сохраняют удельный вес на уровне 1,200 при полной зарядке по сравнению с 1,265 и выше для высокоэффективных свинцово-кислотных батарей. (См. BU-903: Как измерить состояние заряда). Более низкий удельный вес уменьшает удельную энергию батареи.
Применение длительной перезарядки является еще одним источником коррозии сетки.Это особенно вредно для герметичных свинцово-кислотных систем. Хотя затопленная свинцовая кислота обладает некоторой устойчивостью к перезарядке, герметичные блоки должны работать с рекомендованным зарядом поплавка. (См. BU-403: Зарядка свинцовой кислоты)
Зарядные устройства с переменным напряжением плавания регулируют зарядное напряжение в соответствии с преобладающей температурой. Уменьшение заряда поплавка, когда температура окружающей среды достигает 29 ° C (85 ° F), и увеличение его при снижении коррозии. (См. BU-410: зарядка при высоких и низких температурах.) Большинство зарядных устройств для стационарных аккумуляторов имеют температурный контроль, но это не распространено в транспортных средствах. Полностью заряженная стартерная батарея поддерживается на уровне 14,40 В (2,40 В / элемент) во время движения, что может привести к перезарядке. Рекомендуемое напряжение поплавка составляет 13,60 В (2,27 В / элемент).
Поскольку свинцово-кислотные батареи заменяются на Li-фосфат (LiFePO), точная зарядка имеет первостепенное значение. В то время как автомобильная система зарядки обеспечивает правильное напряжение конца зарядки для LiFePO, Li-ion больше не должен заряжаться, когда батарея полностью заряжена.При замене LiFePO этого не происходит, и аккумуляторная батарея стартера получает непрерывный заряд во время движения. Хотя LiFePO более устойчив к перезарядке, чем Li-Ion, смешанный с кобальтом, перезарядка может сократить срок службы Li-фосфатной батареи.
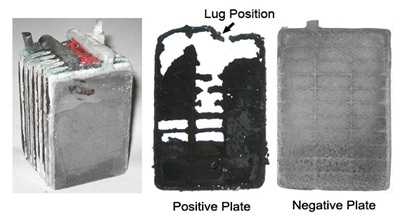
Для достижения максимальной площади поверхности вывод на стартерную батарею наносится в форме губки. Со временем и использованием куски свинца падают и снижают производительность. Рисунок 1 иллюстрирует внутренности корродированной свинцово-кислотной батареи.
| |
| Рисунок 1: Внутренняя часть корродированной свинцово-кислотной батареи. Коррозия сетки неизбежна, поскольку электроды в свинцово-кислотной среде всегда реактивны. Потеря свинца является естественным явлением, которое можно только замедлить, но не устранить. |